
- Hjem
- >
- produkter
- >
- Flaskestabelform
- >
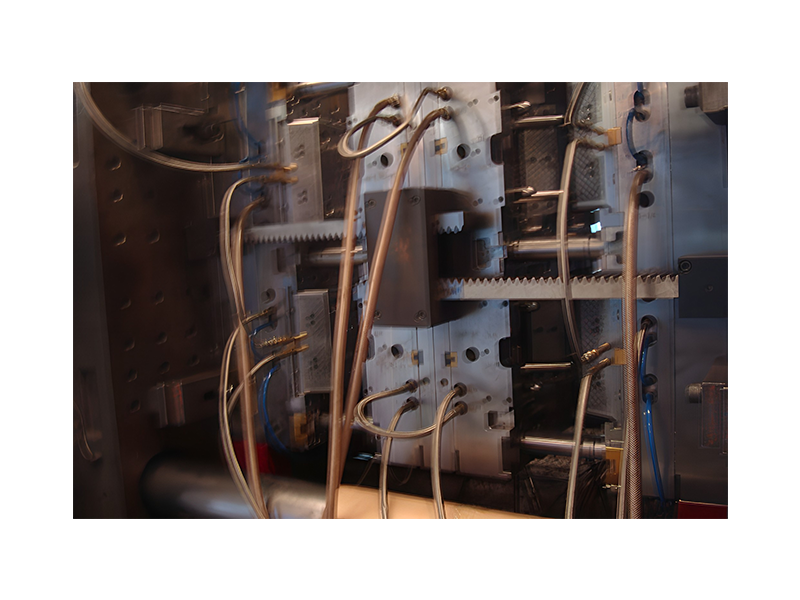
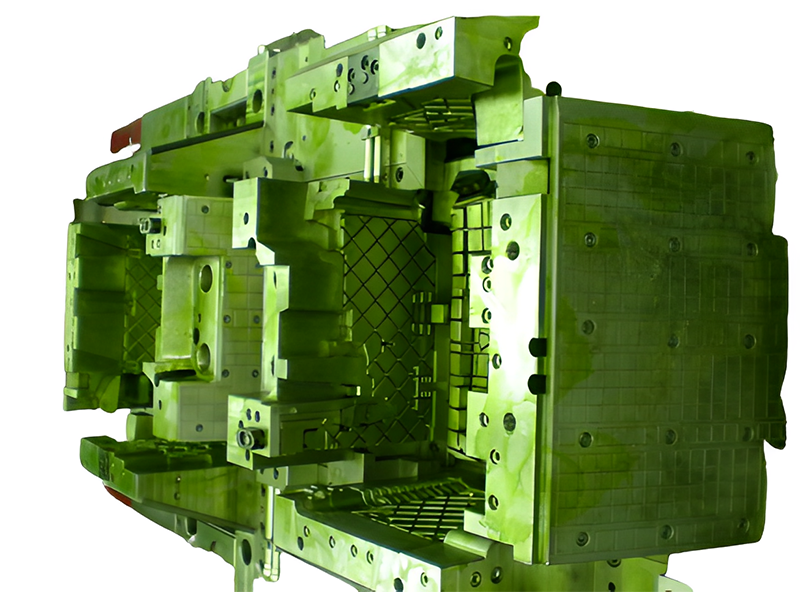

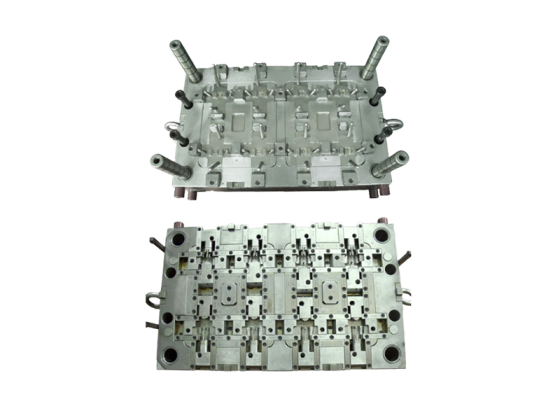
Flaskestabelform
Flaskestabelformer brukes ofte i bransjer som drikkevarer, kosmetikk og husholdningsprodukter, der det kreves høyvolumproduksjon av plastflasker. De er designet for å være holdbare og tåle de høye trykket og temperaturene som er involvert i sprøytestøpeprosessen.
- informasjon
Dysstabling er egnet for masseproduksjon.
Stableformteknologi:
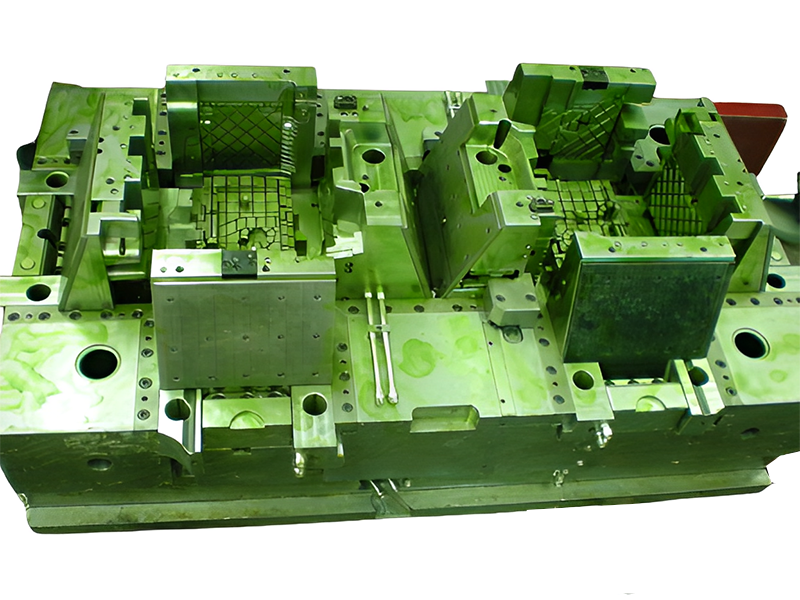
Stabelform er en banebrytende teknologi i utviklingen av dagens plastformindustri, og hulrommet er fordelt i 2 eller flere nivåer, i et overliggende arrangement. Enkelt sagt tilsvarer den laminerte formen å plassere flere par med ettlagsformer sammen og installere dem på en sprøytestøpemaskin for sprøytestøpeproduksjon
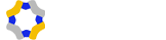
Vanligvis, når sprøytestøpemaskinen bruker en ettlags plastsprøytestøpeform, bruker dens eget injeksjonsvolum og åpningsslag bare 20 % til 40 % av den nominelle sprøytestøpemaskinen, noe som ikke gir fullt spill til injeksjonsmaskinens ytelse , og den laminerte sprøyteformen kan brukes på grunnlag av ikke å øke klemkraften. Under tilstanden til samme 1 injeksjonsmaskin og 1 operatør, kan produksjonen multipliseres i henhold til antall lag, noe som i stor grad kan forbedre produksjonseffektiviteten og utstyrsutnyttelsesgraden, og kan spare produksjonskostnader og arbeidskostnader.
Applikasjonsscenario:
Tidligere bruksscenarier: Former med et stort antall hulrom, som daglige nødvendigheter, kosmetikk og medisinske produkter, blir nå gradvis brukt i bildeler.
Klassifisering av stabelformer:1) Vanlig laminert form
To-lags form
3-lags form
4-lags form
Opptil 10 etasjer
2) Roter den laminerte formen
Dobbeltsidene roterer 180 grader hver gang
Dobbeltlag 4 sider hver 90 graders rotasjon magert båt
3 lag 2 sider (180 grader per rotasjon) + 4 sider (90 grader per rotasjon)
Overveielser om stabelformdesign:
1) Hoveddysen kan ikke gå ut av styrehylsen etter at formen er åpnet, og det bør tas hensyn til den rimelige innstillingen av lengden på hoveddysen og formåpningsslaget;
2) Det er nødvendig å kontrollere det maksimale åpningsslaget og den maksimale mykningsmengden til sprøytestøpemaskinen;
3) Forstøpeeffektiviteten til injeksjonsanordningen bør være høy;
4) Injeksjonshastigheten bør økes på passende måte;
5) Trykkutløsning av varmløpersmelte; 6) Behandle forholdet mellom hulromslayout og hoveddyse.